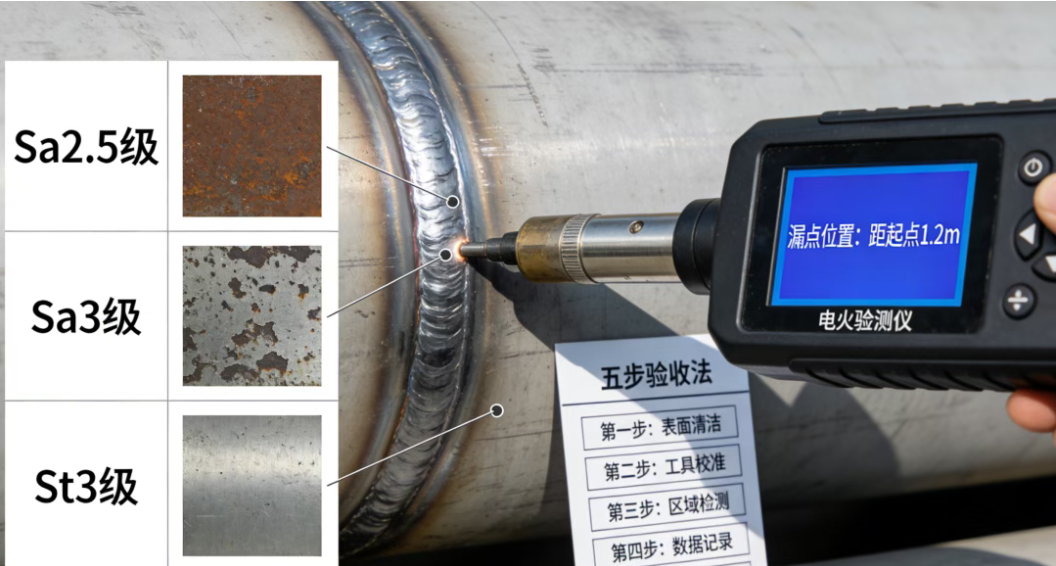
先敲死:防腐验收的“铁规矩”,全都要看GB55006-7.3.1条 做建筑验收的人都知道,防腐涂装就像是钢结构的“保命衣”,验收如果错了一步,后期所有的工作就都白费了,而GB55006-7.3.1条,就是这件“保命衣”的验收底线,所有的实际操作都要围绕着它来进行,一点都不能偏离! 规范7.3.1条原文内容为:钢结构防腐涂料、涂装遍数、涂层厚度均应符合设计和涂料产品说明书要求。当设计对涂层厚度无要求时,涂层干漆膜总厚度:室外应为150um,室内应为125um,其允许偏差为-25um。检查数量与检验方法应符合下列规定: 1 按构件数抽查10%,且同类构件不应少于3件; 2 每个构件检测5处,每处数值为3个相距50mm测点涂层干漆膜厚度的平均值。 简单通俗地解读就是,第一,涂装的遍数、厚度要按照设计来执行,如果没有设计要求,就按照室外150μm、室内125μm的标准来,允许比规定值少25μm,但不能再比这少了!多涂一些没有关系,要是少了就是不合格,第二,检测不能随意乱测:要抽取10%的构件,同类构件最少要检测3件;每个构件要检测5处,每处检测3个点,点与点之间相距50mm,最后计算平均值。 核心干货:防腐涂装“五步验收法”,一步都不能少 结合GB55006-7.3.1条,再补充除锈、漏点这两个实际操作的重点,整理出了五步验收法,它覆盖了从前期到后期的全流程,能让验收工作零翻车! 第一步:除锈等级判定(这是验收的前提,要是没做好就直接打回) 有很多人忽略了这一步,直接去检查厚度,这是大错特错的!除锈如果不达标,涂层就粘不牢固,就算涂得再厚也会掉!GB55006-7.1.3条也明确规定,表面处理和除锈等级要符合设计要求。 实际操作判定:工地常用Sa2.5级(喷砂除锈),用肉眼看钢材表面不能有可见的氧化皮、铁锈,即使有一点轻微的痕迹也必须是均匀的,在这个环节存在一个误区,就是用手摸没有铁锈就以为合格了,其实隐藏的氧化皮,在后期会导致涂层起皮,应对方法:使用除锈等级对比卡,用肉眼进行对照,要是不确定就用放大镜查看,不合格的话就直接返工除锈。 第二步:漏点检测(这是一个隐形的坑,最容易被忽略)。 规范虽然没有明确要求,但在实际操作中必须检查!漏点如果不找出来,后期雨水渗进去,就会直接导致生锈腐蚀。 核心要求:使用电火花检测仪,电压要根据涂层厚度来调整,涂层厚度<100μm时,电压调为500-800V;≥100μm时,调为800-1200V,检测时仪器移动要慢,没有火花就说明没有漏点,有火花就立刻标记,补涂之后再进行检测,需要提示的是:节点、边角、焊缝这些地方,漏点是最多的,要重点检测! 第三步:干膜厚度检测(这是GB55006的核心内容,要按照规范来做) 严格按照7.3.1条的要求进行,重点注意3点:1. 检测点布置:对于梁、柱等构件,要均匀布置5处,避开边角(因为边角的厚度容易不均匀),2. 每处检测3个测点,间距50mm,不能太近,否则数值会不准确,3. 计算平均值,只要平均值不低于(设计值 25μm),就算合格。 简单总结一下:除锈检查等级、漏点检查电压、厚度检查规范,这三步做好了,验收工作就成功了一半! 第四步:涂装遍数核查(别被施工队忽悠了)。 施工队经常会偷工减料,少涂一遍,然后把厚度凑够就想蒙混过关,核查方法:查看施工记录,再用手摸涂层的质感,如果感觉薄厚不均、有流挂现象,大概率就是遍数不够,比如设计要求涂3遍,施工队只涂了2遍,哪怕厚度达到了要求,后期也很容易开裂。 第五步:记录签字(这是闭环的关键,能避免后期扯皮) 所有的检测数据、除锈判定结果、漏点检测结果,都要如实地记录下来,施工方和监理方要双人签字确认,并且附上检测照片(每类构件至少1张),留存原件,不要用复印件! 实操误区 误区1:厚度差一点,就觉得“问题不大”,勉强签字,后果是后期出现生锈情况,甲方会追责,验收人员要承担责任,还得返工赔钱,应对方法:坚守GB55006的底线,差1μm都不行,不要心存侥幸。 误区2:漏点检测电压乱用,要么测不出漏点,要么把涂层击穿,应对方法:严格根据涂层厚度来调整电压,薄涂层用低电压,厚涂层用高电压,不要凭感觉调。 误区3:检测点只测表面,忽略节点、焊缝等薄弱部位,应对方法:在节点部位多增加1-2处检测点,这些地方最容易出现厚度不足、漏涂的情况。 总 结 1. GB55006-7.3.1条是防腐验收的核心,厚度、检测方法必须严格按照规范来,不能打折扣; 2. 五步验收法:除锈判定→漏点检测→厚度检测→遍数核查→记录签字,一步都不能省略; 3. 避开3个常见误区,坚守底线,就能避免返工、规避责任。