大口径管道焊接质量控制与工艺优化及施工管理
摘要:本文针对大口径管道现场焊接各环节,分析了影响焊接质量的关键因素,从焊接前期准备、过程控制、后期保障三个维度,提出了针对性的质量控制措施,同时优化了焊接工艺、完善了施工管理策略,对两类大口径管道焊接施工具有实际指导意义。关键词:大口径管道;火电厂管道;焊接质量;工艺优化;施工管理
引言
焊接是大口径管道建设与运行中的核心工序,是火电厂管道系统的安全稳定的重要因素,焊接质量都直接决定整个工程的可靠性与安全性。火电厂管道长期处于高温高压环境,焊接质量一旦出现问题,极易引发泄漏、破裂等安全事故,造成重大损失。结合多年施工经验,本文对大口径管道焊接质量控制、工艺优化及施工管理进行全面阐述,为实际施工提供参考。
1 大口径管道焊接质量前期控制
前期准备是焊接质量的基础保障,直接决定后续施工的规范性与可靠性,主要涵盖标准落实、人员管控、设备材料准备等核心环节。
1.1 标准与制度落实
施工前,管理人员与技术人员需全面掌握国家、行业现行标准规范,结合设计图纸,制定切实可行的质量控制方案,并向全体施工人员进行全面技术交底。同时,建立健全焊接质量奖罚制度、“三检”制度等,在焊接工艺规程基础上,编制专门的焊接作业指导书,明确操作标准,确保各项制度落地执行,为质量控制筑牢基础。
1.2 人员资格管控
质量保证体系相关责任人员需满足实际施工需求,所有施工人员必须经培训合格后方可上岗。其中,焊工需同时通过地方技术监督部门的资格审定和建设单位组织的资格认定,且只能在合格项目范围内作业,严禁超范围施焊,从人员层面规避质量风险。
1.3 设备与材料准备
焊接设备需提前调试、校验,确保性能稳定,满足焊接工艺要求;焊接材料的选用需贴合管道工况,长输管道侧重耐腐蚀性、抗裂性,火电厂管道则需兼顾高温、高压耐受性,材料进场前需严格检验,杜绝不合格材料投入使用。
2 大口径管道焊接质量过程控制
过程控制是焊接质量的核心环节,无论前期准备多么充分,缺乏规范的现场操作,都难以形成高质量焊缝。结合长输管道与火电厂管道的施工特点,重点从坡口加工、管道组对、焊接操作三个关键工序开展控制。
2.1 坡口加工
管道坡口优先由厂家标准化加工,现场需使用短节等特殊情况时,采用坡口机或自动火焰切割器加工。使用坡口机时,需去除机械加工产生的内卷边;采用火焰切割时,需用磨光机清除氧化层,露出金属光泽。无论采用何种方式,都必须保证坡口形式、尺寸符合焊接工艺规程要求,为后续焊接奠定良好基础。
2.2 管道组对
管道组对的规范性直接影响焊缝质量,需严格遵循以下要求:一是严禁强力组对,组对困难时,采用合适的热煨弯头、冷弯管替代,或利用管道弹性,通过锚固、牵引方式调整,必要时采用沟下组对;二是避免管道原焊缝热影响区重叠;三是对口间隙、错边量需符合工艺要求,错边量需均匀分布在管道圆周上。
2.3 管道焊接操作控制
焊接过程是决定焊缝质量的关键,焊工需严格遵循焊接工艺规程与作业指导书,严禁擅自更改焊接参数。结合管道的施工特点,重点控制以下内容:
2.3.1 焊接环境控制
焊接前需确保待焊部位无积水、无杂物,通过搭设焊接防护棚等方式,控制环境温湿度。当环境温度过低、风速过大或湿度大于85%时,需采取预热、防风、除湿等措施。焊口需预热时,预热温度不低于100℃,且不超过管体防腐材料允许温度,预热宽度为坡口两侧各大于75mm,用测温笔或表面温度计在距管口50mm处均匀测量,预热完成后立即施焊。
2.3.2 各焊层质量控制
根焊层重点预防未焊透、内凹、内焊瘤等缺陷,焊接时控制熔孔直径和运弧速度,熔池温度过高时及时停弧降温;热焊层主要预防夹渣,施焊前严格清理根焊层熔渣,施焊中控制电弧在坡口边缘的停留时间,根据焊接位置调整运弧方式;填充层除预防夹渣外,需重点防控气孔,施焊前清理上层熔渣与污垢,按要求烘干焊材,控制电弧长度不超过焊材直径,密切关注熔池冷却情况,发现气孔立即停弧处理,并适当延长焊缝保温时间。
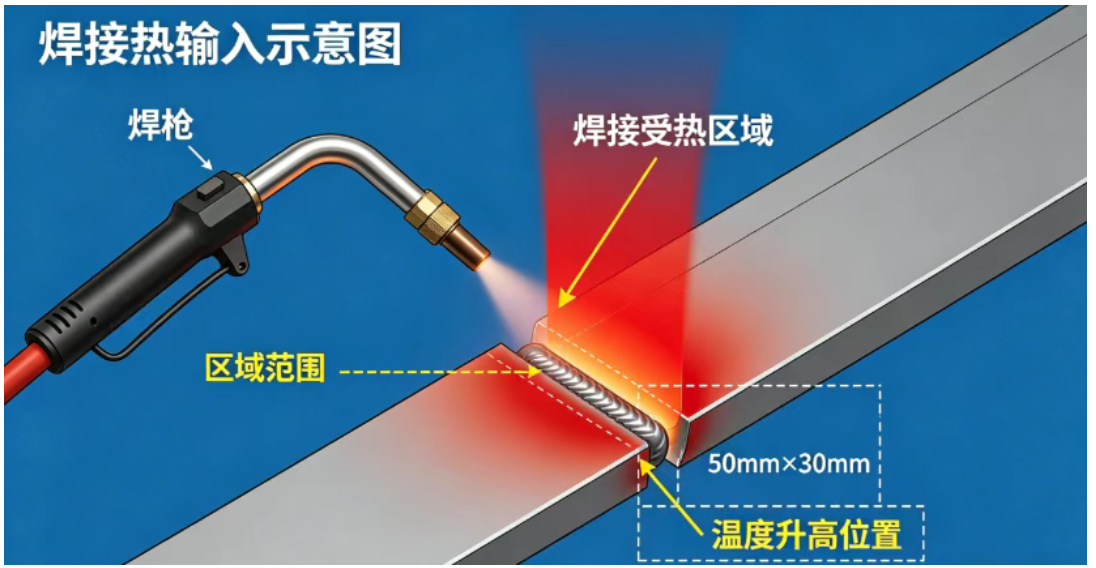
2.3.3 层间温度与焊接参数控制
层间温度需严格控制在焊接工艺规程规定范围内,施焊前先测量温度,低于规定值时需加热至标准后再施焊。焊接电流、电压、焊接速度等参数需科学设置,电流过大易产生咬边、烧穿、气孔等缺陷,电流过小则易出现未焊透、夹渣;焊接速度过快会导致焊缝不连续,过慢则会造成焊缝过热、晶粒粗大,需结合焊材类型、管道规格精准调整,确保焊接热输入合理(见图:焊接热输入)。
2.3.4 焊缝返修控制
焊接完成后,若发现焊缝缺陷,需及时进行返修。返修前需明确缺陷位置、大小,制定合理的返修方案,返修过程严格遵循焊接工艺要求,返修后需重新进行质量检验,确保缺陷彻底消除,严禁不合格焊缝投入使用。
3 大口径管道焊接工艺优化措施
针对现有焊接工艺的局限性,结合长输管道与火电厂管道的工况差异,从材料、技术、参数三个方面进行优化,进一步提升焊接质量与施工效率。
3.1 焊接材料与技术优化
选用高性能焊接材料,如特种合金焊丝、药芯焊丝,其优异的机械性能、耐热性和耐腐蚀性,能有效减少焊接缺陷,提高焊接接头可靠性,适配火电厂高温高压工况和长输管道复杂输送环境。引入气体保护焊、钨极氩弧焊等先进焊接技术,通过精确控制焊接热输入和保护气体环境,减少氧化和污染,获得更均匀、致密的焊缝;推广自动化焊接技术(如机器人焊接),减少人为操作误差,提高焊接速度和一致性,降低缺陷发生率。
3.2 焊接参数精确优化
摒弃依赖操作人员经验设置参数的方式,通过试验验证,结合管道规格、焊材类型,确定合理的焊接电流、电压、焊接速度范围。优化电流与电压匹配度,确保电弧稳定,避免烧穿、未焊透等问题;调整焊接速度与热输入,平衡焊缝成形与接头性能,防止焊缝过热或成形不良,提升焊接质量的稳定性。3D" data-req-scene="1" link-id="6d39" data-loaded="1">
4 大口径管道焊接施工管理策略
良好的施工管理是焊接质量的重要保障,结合两类管道施工特点,从团队培训、过程监督、风险管控三个方面完善管理体系。
4.1 施工团队专业培训
定期开展焊接技能培训,提升焊工对先进焊接技术、材料性能的理解和操作水平,熟练掌握标准化操作流程;强化施工安全意识,通过安全教育、案例分析、模拟演练,让施工人员了解潜在安全风险,掌握应急处置方法,确保高压、复杂工况下的施工安全。
4.2 施工过程严格监督
建立实时质量监控体系,采用自动化监测设备结合人工巡检,对焊接过程进行全程监控,不仅检查焊缝外观,还通过射线检测、超声波检测等方式,排查内部缺陷,及时发现并纠正问题(见图1:加工固定焊口)。制定详细的施工计划,明确各环节时间节点,定期审查进度,及时调整优化,确保施工有序推进,避免工期延误。
4.3 风险评估与应急管理
施工前,对施工现场环境、设备、人员、材料等进行全面风险评估,识别潜在风险点,制定针对性防控措施;建立完善的应急响应机制,制定应急预案,配备应急设备和物资,培训施工人员应急处置能力,确保发生事故时能够快速响应、科学处置,最大限度降低人员伤亡和工程损失。
5 大口径管道焊接质量后期控制
后期控制主要针对特殊工况下的质量保障,尤其是低温环境、管道带压施焊等场景。最常见的是低温环境焊接完成后,在焊缝表面覆盖保温材料,减缓冷却速度,防止焊缝因快速冷却导致强度降低、产生裂纹等缺陷,确保焊缝性能稳定。同时,做好焊缝成品保护,避免碰撞、腐蚀,确保焊接质量长期可靠。
6 结束语
大口径管道的焊接质量,直接关系到工程安全和运行稳定性。本文结合施工实践,从前期准备、过程控制、后期保障三个维度,明确了焊接质量控制要点,优化了焊接工艺,完善了施工管理策略。实践证明,只要严格遵循焊接工艺规程,落实各项质量控制措施,优化施工工艺,加强施工管理,就能有效减少焊接缺陷,打造高质量焊缝。本文提出的措施和策略,为两类大口径管道焊接施工提供了实用指导,有助于降低维护成本,提高工程经济效益和安全性。随着焊接技术的不断进步,未来将进一步优化工艺、完善管理,为大口径管道焊接质量提供更有力的保障。