



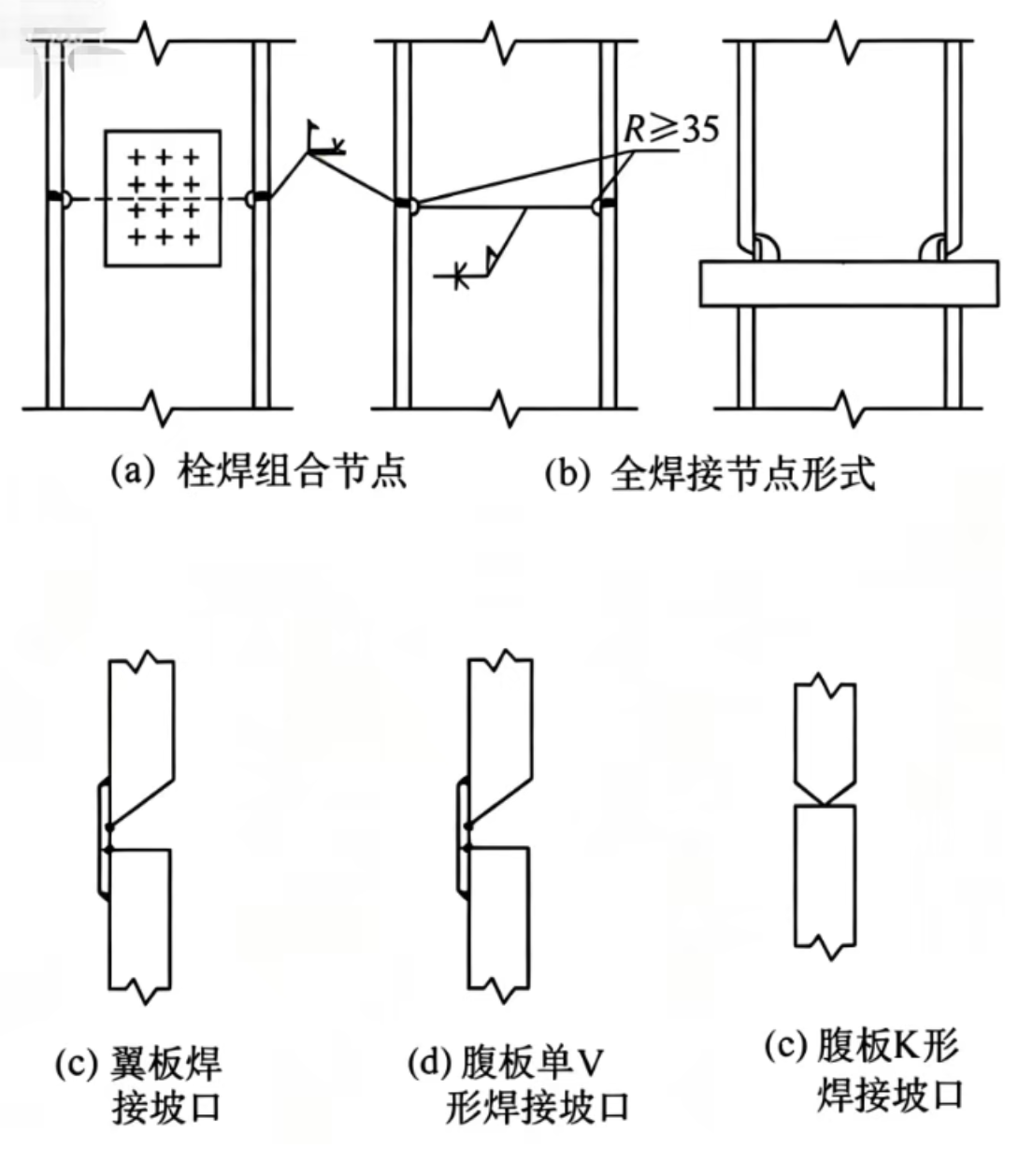
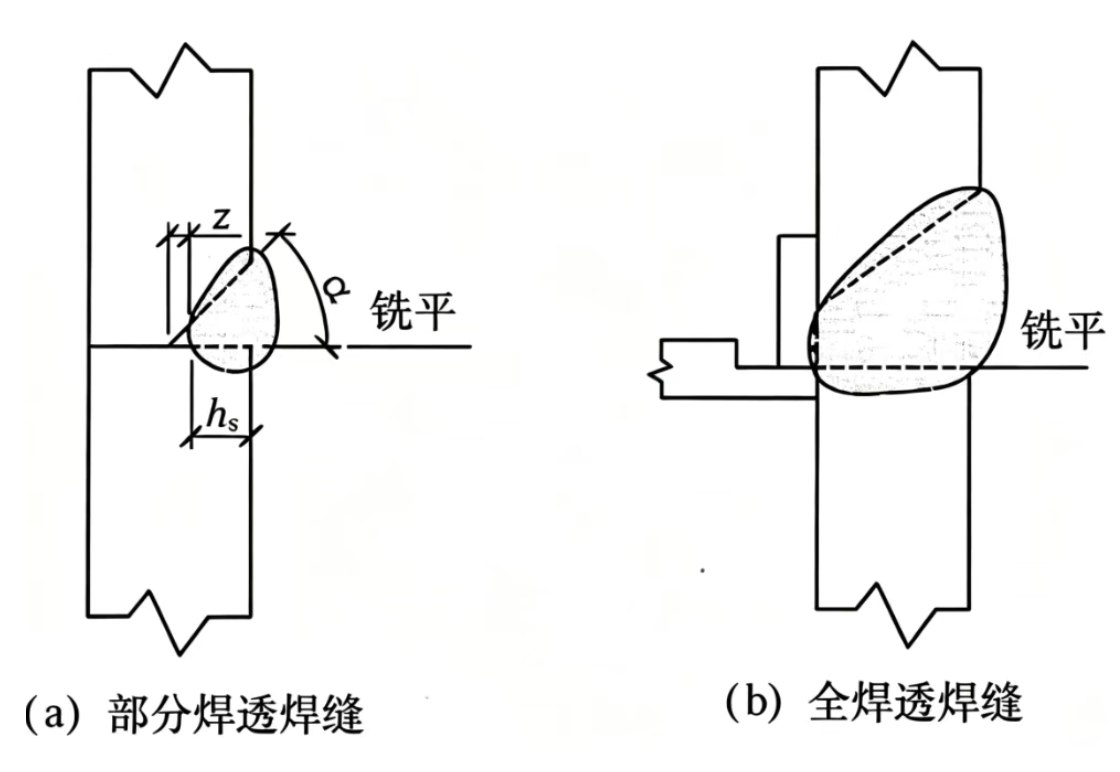
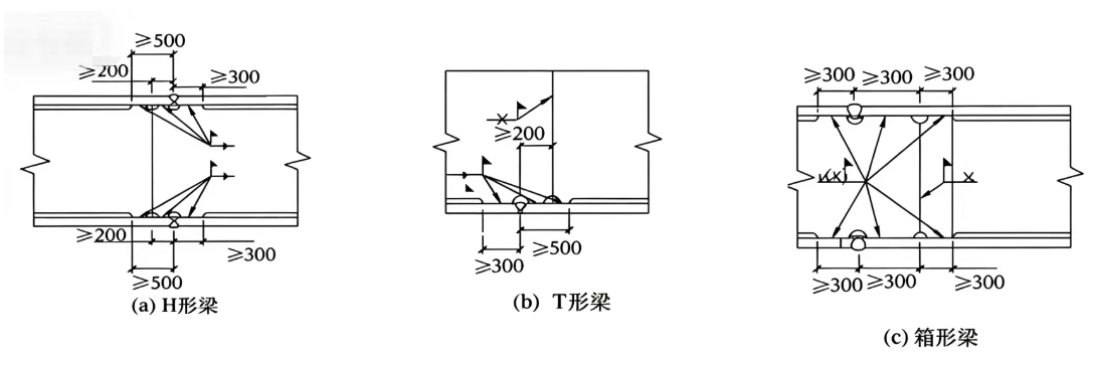
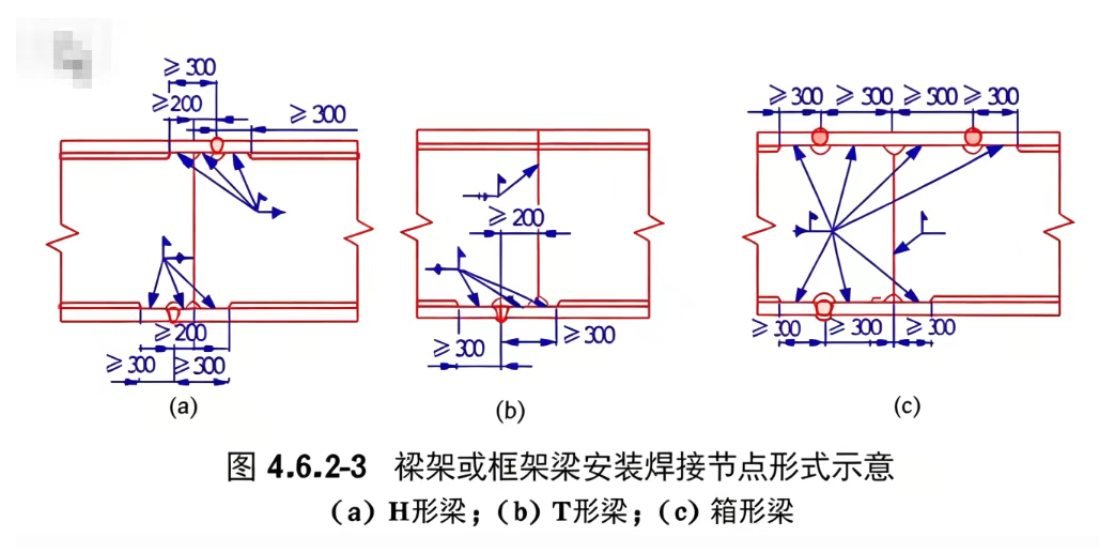
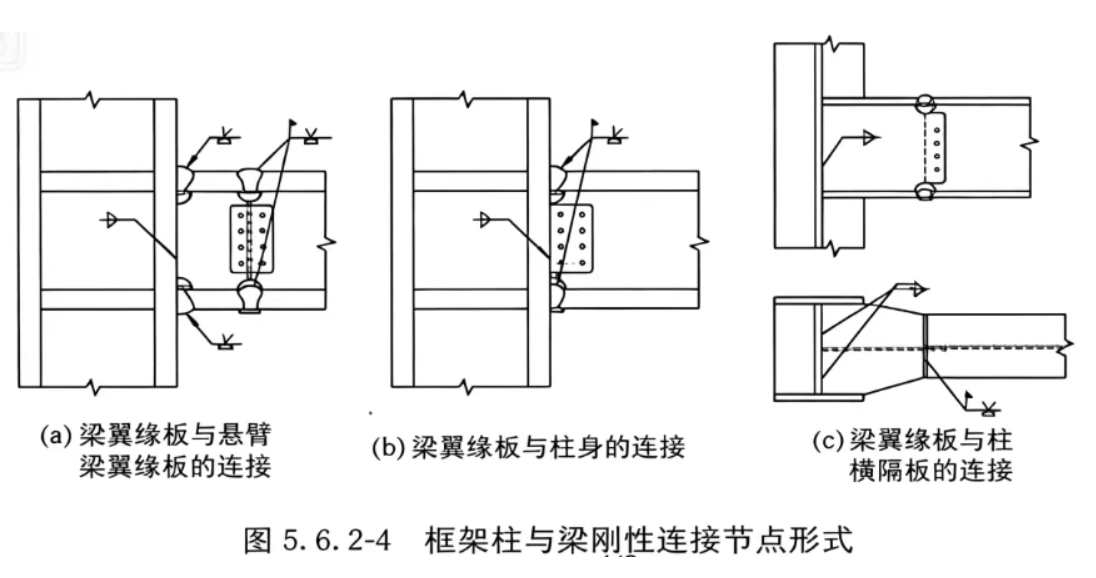
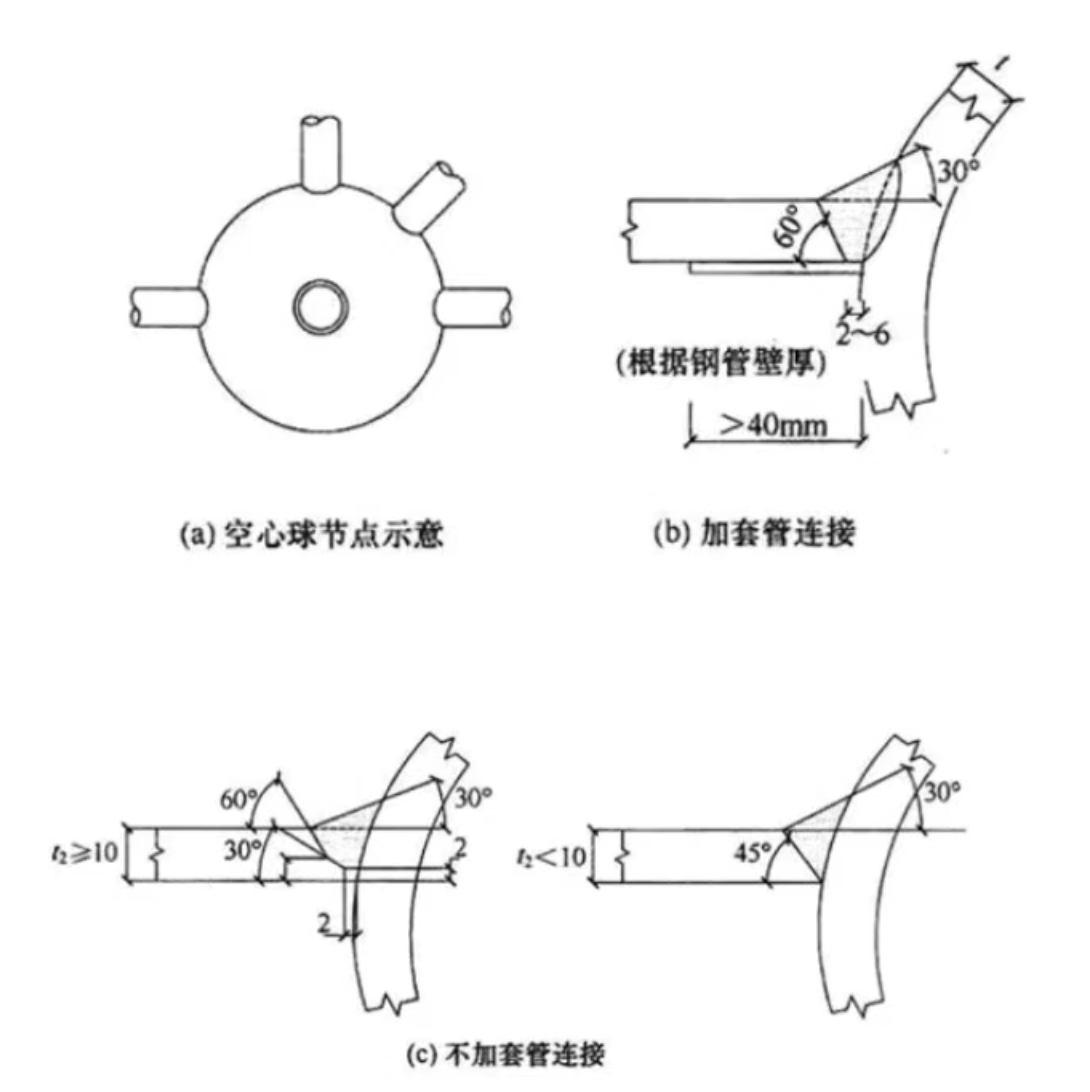
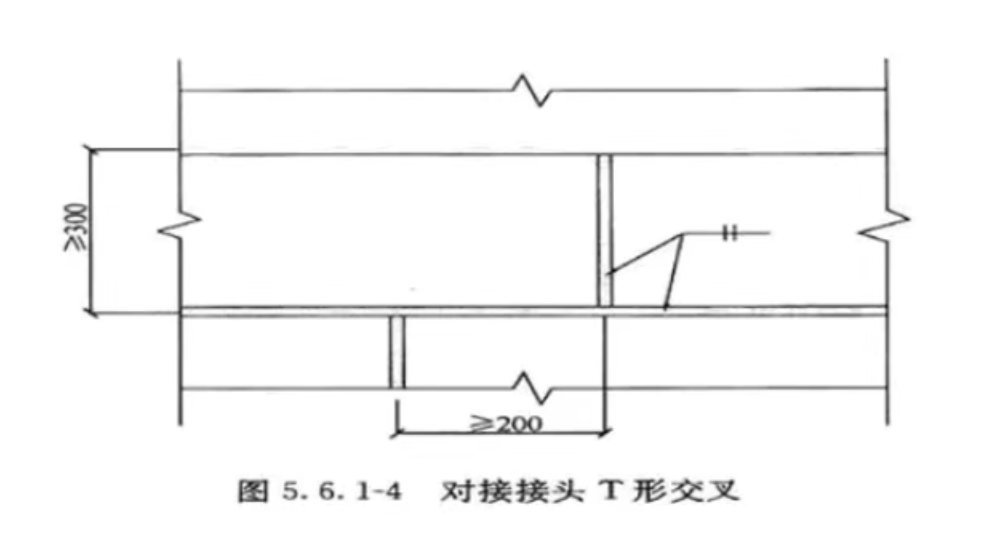
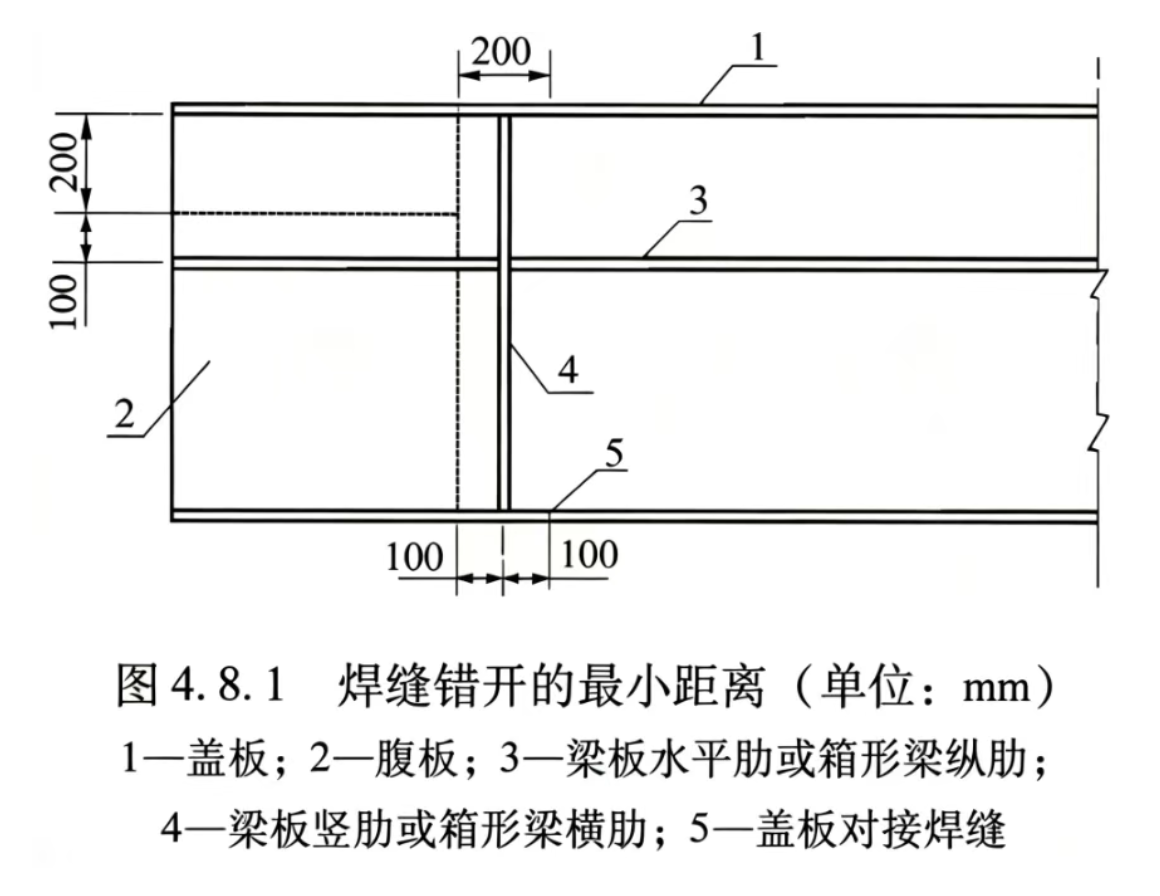
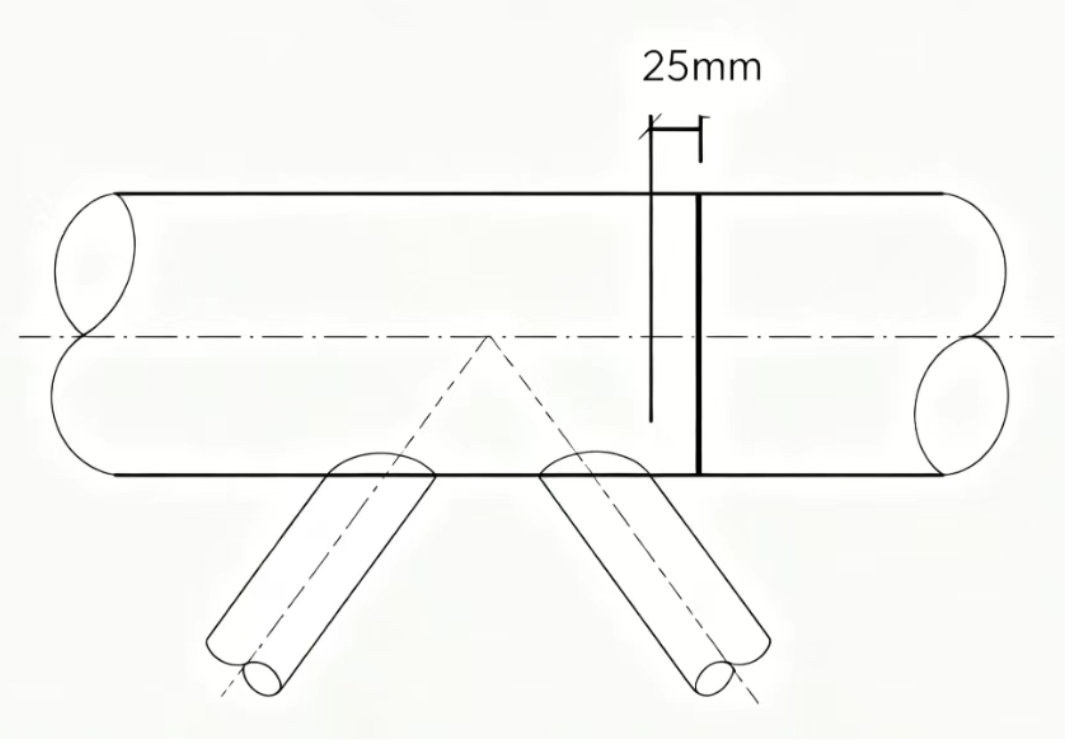
钢管外径 d≤500mm 时,接长长度不小于 500mm; 钢管外径 500mm<d≤1000mm 时,接长长度不小于钢管自身直径; 钢管外径>1000mm 时,接长长度不小于 1000mm; 卷制加工成型的钢管允许多处接头分段接长,单段最短接长尺寸依旧遵循以上三款数值要求。 9.2.5 钢管分段对接接长时,相邻管节的纵向焊接焊缝必须相互错开,沿钢管弧面测量的错开净距,不得小于管壁厚度的 5 倍,同时该距离不得低于 200mm。 9.2.6 构件各类拼接焊缝需严格按照图纸设计要求施工;设计未明确焊缝要求时,统一采用等强全熔透对接焊缝施工。 承受动态荷载、需要开展疲劳验算的结构构件,所有要求与母材力学性能等强连接的焊缝必须完全焊透,质量等级要求: 1)横向对接焊缝、T 形对接与角接组合焊缝,受力方向垂直于焊缝长度,受拉工况质量等级为一级,受压工况不低于二级; 2)纵向对接焊缝,受力方向与焊缝长度走向平行,焊缝质量等级不低于二级; 3)铁路、公路钢桥构件中,横梁连接板与弦杆连接角焊缝等级为一级;桥面板与弦杆、桥面板与 U 型肋连接角焊缝等级不低于二级; 4)重级工作制(A6~A8)、起重量不小于 50t 的中级工作制(A4、A5)吊车梁,其上翼缘与腹板连接、吊车桁架上弦杆与节点板的 T 形接头焊缝需全熔透,优先选用对接角接组合焊缝,整体质量等级不低于二级。 无需进行疲劳验算的结构构件,要求母材等强的对接焊缝宜全部熔透,受拉区域焊缝等级不低于二级,受压区域焊缝等级不宜低于二级。 部分熔透对接焊缝、各类角焊缝、部分熔透对接角接组合 T 形接头焊缝,质量等级要求: 1)直接承受动荷载需疲劳验算结构、起重量≥50t 中级工作制吊车梁、梁柱及牛腿等核心受力节点,焊缝等级不低于二级; 2)其余常规普通结构焊缝可采用三级质量等级。 H 型钢框架柱现场拼接接头,可选用栓焊混合连接节点或全焊接节点。采用栓焊结合形式时,腹板采用高强螺栓连接固定,翼缘板采用单面 V 型坡口加衬垫实现全熔透焊接;采用全焊接形式时,翼缘统一采用单 V 坡口加衬垫全熔透焊,腹板优先选用 K 型坡口双面部分熔透焊且反面无需清根;若设计要求腹板全熔透,腹板厚度≤20mm 时选用单面 V 坡口加衬垫焊接,腹板厚度>20mm 时选用 K 型坡口双面施焊且反面清根处理。 圆管柱、箱型柱现场拼接必须采用全焊接接头,根据设计要求选用全熔透或部分熔透焊缝,全熔透坡口统一采用单 V 型坡口搭配焊接衬垫施工。 桁架、框架梁所用焊接组合 H 型、T 型、箱型钢梁现场全焊接拼接时,翼缘与腹板截面拼接按标准构造施工,现场施焊的纵向焊缝质量标准,需与工厂预制段焊缝保持一致。 《建筑钢结构焊接技术规程》JGJ81-2002 4.6.2.3 条文: 钢框架梁柱刚性连接节点构造要求: 1)柱身带有悬臂梁段时,梁腹板与悬臂梁腹板采用高强螺栓连接,梁翼缘与悬臂梁翼缘可采用 V 型坡口加衬垫单面全熔透焊,也可采用双面全熔透焊接;2)柱身无悬臂梁段时,梁腹板与柱上预设承剪板采用高强螺栓连接,梁翼缘与柱主体连接采用单边 V 型坡口加衬垫单面全熔透焊接; 3)H 型钢柱弱轴方向与钢梁刚性连接,梁腹板与柱加劲肋板采用高强螺栓连接,梁翼缘与柱内部横隔板采用 V 型坡口加衬垫单面全熔透焊接。 钢管与空心球网架构件现场焊接节点施工要求: 1)钢管内部增设内衬套管作为单面焊衬垫时,坡口角度、根部装配间隙、焊缝余高均按标准构造参数执行; 2)不设置内部套管时,管端需加工为 30°~60° 折线坡口,构件预装完成后,结合实际装配间隙对管端坡口进行二次修整加工。 4.8.1 钢桥盖板、腹板板材接长拼接,单段拼接长度不宜小于 1000mm,拼接宽度不小于 200mm;板材横向拼接焊缝轴线与螺栓孔中心间距需不小于 100mm。 板梁腹板、箱型梁盖板及腹板的拼接焊缝可做成十字交叉或 T 型交叉形式,T 型焊缝交叉点间距不得小于 200mm,腹板纵向拼接焊缝尽量布置于结构受压区域。 构件组装过程中所有相邻焊缝必须相互错开,最小错开间距严格按照规范图示构造要求执行。 (该要求同《公路桥涵施工技术规范》JTJ041-2000 17.2.5 组装相关条款) 钢管杆件之间对接焊缝,质量等级为一级; 钢管与空心球、钢管与封板 / 锥头的对接焊缝,质量等级为二级; 杆件支管与主管、支管相互之间的相贯线焊缝,施工要求按照《建筑钢结构焊接技术规程》JGJ81 相关规定执行。 箱型钢构件拼接管控:翼缘板与腹板拼接焊缝间距不宜小于 500mm;翼缘板拼接单段长度不小于自身板宽的 2 倍;腹板拼接长度需大于自身板宽对应倍数限值,且基础最低长度大于 600mm。板材宽度方向尽量不拼接,优先选用整宽原材;板材宽度超 2400mm 确需拼接时,最小拼接宽度不小于原板宽 1/4,且拼接尺寸最低大于 600mm。 管桁架结构各节点周边焊缝间距,遵循专项错开排布管控要求。 钢梁附属加劲构件、附件严禁直接焊接在主体板材拼接焊缝位置,附件焊缝与主体拼缝需错开不小于 100mm;若现场无法满足该错开距离,需先对主体构件拼接焊缝完成无损检测合格后,方可开展附件焊接作业。 钢梁拼接缝位置数量及区域限制:梁体总长度≤15m 时,仅允许在梁体两端各 1/3 区段内各设置 1 道拼接缝;梁长 15m~35m 范围,翼缘、腹板各自最多设置 3 道拼接缝,梁体中段以及中段左右各 1m 范围内,严禁设置任何拼接焊缝。 钢衬垫与母材拼接面贴合紧密,装配间隙不超过 1.5mm; 衬垫需沿整条焊缝长度连续布置,无中断空缺; 衬垫厚度需满足防烧穿要求:手工焊、气保焊、自保护药芯焊丝焊所用钢衬垫厚度≥4mm;埋弧焊衬垫厚度≥6mm;电渣焊衬垫厚度≥25mm; 施焊过程需保证钢衬垫与焊缝金属充分熔合。 常规结构同样禁止在非焊缝区域母材上引弧起焊; T 型、十字型、角接、对接主焊缝两端必须加装同材质引弧引出板,坡口形式与主体焊缝保持一致,不允许使用异种材料替代; 手工电弧、气体保护焊,焊缝引出长度>25mm;配套引弧引出板宽度>50mm,长度不小于板材厚度 1.5 倍且最低 30mm,板材厚度≥6mm。埋弧焊等其他焊接方式,引出长度>80mm;配套板材宽度>80mm,长度不小于板厚 2 倍且最低 100mm,厚度≥10mm。 焊接完工后采用火焰切割去除引弧引出板并打磨平整,严禁锤击剥离。 母材等强对接、动荷载受力对接焊缝,纵横焊缝优先采用 T 型交叉构造,交叉点位间距不小于 200mm,拼接板材长宽尺寸均不小于 300mm;设计有特殊要求时,焊缝精确位置按施工图纸标注执行。 组合钢梁、钢柱的腹板与翼缘纵向连接角焊缝,当腹板厚度超过 20mm 时,优先选用全熔透或部分熔透对接角接组合焊缝。 箱型柱内部横隔板与柱壁板材焊接,全部采用全熔透焊缝;空间狭小无法手工施焊的部位,可采用熔嘴电渣焊工艺,且所有电渣焊焊缝对称布置施工。 一、《钢结构工程施工质量验收标准》GB50205-2020
二、《钢结构工程施工规范》GB50755-2012
三、《钢结构焊接规范》GB50661-2011
四、《铁路钢桥制造规范》TB10212-2009
五、《空间网格结构技术规程》JGJ7-2010
六、行业通用工艺及企业内部制造相关补充要求
七、引弧板、引出板及焊接衬垫相关要求
(一)《钢结构焊接规范》GB50661-2011
(二)《建筑钢结构焊接技术规程》JGJ81-2002
八、定位焊施工技术要求
(一)《钢结构焊接规范》GB50661-2011
(二)《建筑钢结构焊接技术规程》JGJ81-2002
九、钢结构设计相关手册及规范补充条文





