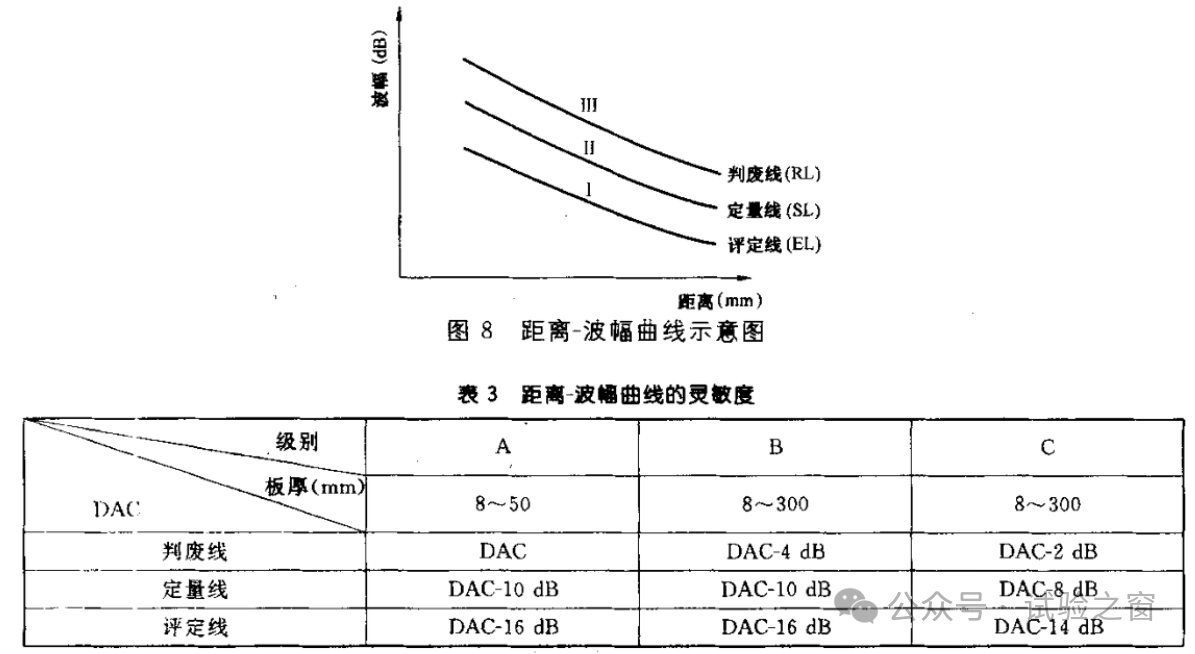
一、DAC(距离-波幅)曲线是评判定量的依据,它将不同深度、相同大小的反射体波幅连成一条参考线。 二、根据标准GB/T 11345,通常以DAC参考线为基准,设置三条评定线: 1、评定线:DAC - 14dB 或 - 16dB(用于记录所有高于此线的信号)。 2、定量线:DAC - 8dB 或 - 10dB(用于对缺陷进行定量分析)。 3、判废线:DAC - 2dB 或 - 4dB(高于此线的缺陷直接判为不合格)。 波形(A-Scan)是直观判断缺陷性质的关键。探伤时,需要观察波形的位置、高度、形状和动态变化。 A级检验采用一种角度的探头在焊缝的单面单侧进行检验,只对允许扫查到的焊缝截面进行探测。一般不要求作横向缺陷的检验。母材厚度大于50mm时,不得采用A级检验。 B级检验原则上采用一种角度探头在焊缝的单面双侧进行检验,对整个焊缝截面进行探测。母材厚度大于100mm时,采用双面双侧检验。受几何条件的限制,可在焊缝的双面单侧采用两种角度探头进行探伤。条件允许时应作横向缺陷的检验。 C级检验至少要采用两种角度探头在焊缝的单面双侧进行检验。同时要作两个扫查方向和两种探头角度的横向缺陷检验。母材厚度大于100mm时,采用双面双侧检验。其他附加要求是: a)对接焊缝余高要磨平,以便探头在焊缝上作平行扫查; b〉焊缝两侧斜探头扫查经过的母材部分要用直探头作检查; c)焊缝母材厚度大于等于100mm,窄间隙焊缝母材厚度大于等于40mm时,一般要增加串列式扫查。 五、扫描区域 1、检验区域的宽度应是焊缝本身再加上焊缝两侧各相当于母材厚度30%的一段区域,这个区域最小10mm,最大20mm。 2、探头移动区应清除焊接飞溅、铁屑、油垢及其他外部杂质。探伤表面应平整光滑,便于探头的自由扫查,其表面粗糙度不应超过6.3μm,必要时应进行打磨。 3、去除余高的焊缝,应将余高打磨到与邻近母材平齐。保留余高的焊缝,如焊缝表面有咬边,较大的隆起和凹陷等也应进行适当的修磨,并作圆滑过渡以免影响检验结果的评定。 六、距离-波幅曲线(DAC)的绘制 《gb11345焊缝超声波探伤规范》 EL:够这条才算缺陷 SL:够这条要定量 RL:够这条直接废
三、如何看懂波形
1. 常见缺陷波形特征
1)无缺陷(完好):屏幕上只有清晰的始波和底波,中间无杂波。
2)气孔/夹渣:单个尖锐的峰或密集的“草状”波群。转动探头时,波形变化迅速,波幅跳动。
3)未焊透:位于焊缝根部,波形规律、强烈。从焊缝两侧探测,都能在相同位置(约在第一个半跨和第二个半跨边界)得到强反射。
4)未熔合:反射强烈,波形陡峭。从缺陷侧探测信号极强,从另一侧探测信号很弱或没有。
5)裂纹:波形多峰、波幅宽,探头转动时回波有多个峰包。在屏幕上可能同时出现多个反射信号。
2、检测时间
对于重要结构或低合金高强钢,需在焊接完成24小时后再进行检测,防止漏检延迟裂纹,必须使用机油、浆糊等透声性好的耦合剂,并保持探头与工件紧密贴合,确保声能有效传入,手动扫查时,探头移动速度不应超过150mm/s,确保不漏掉微小缺陷。
四、检验等级的检验范围