






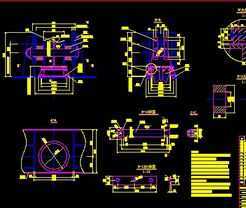
说明:
1.本套闸门共设置4套主轮.
2.轴套选用"郑州华龙机械工程有限公司"的产品,规格型号:MGA-1-d200-D216-130.
3.在闸门组装,轮轴装配就位后,利用支承板将主轮踏面调整到同一平面上,最后将支承板焊牢在腹板上.
4.铸件精加工后在φ600滚轮踏面上不允许有裂纹、疏松、夹渣、夹灰、气孔等缺陷,在其它部位不能有影响强度的缺陷存在.
5.铸件应退火消除内应力.
6.拔模斜度为1/10.
7.轮轴表面要求镀铬,先镀乳白铬0.05mm,后镀硬铬0.06mm,然后磨削成图中尺寸.
8.各零件有锐角处倒角.





