



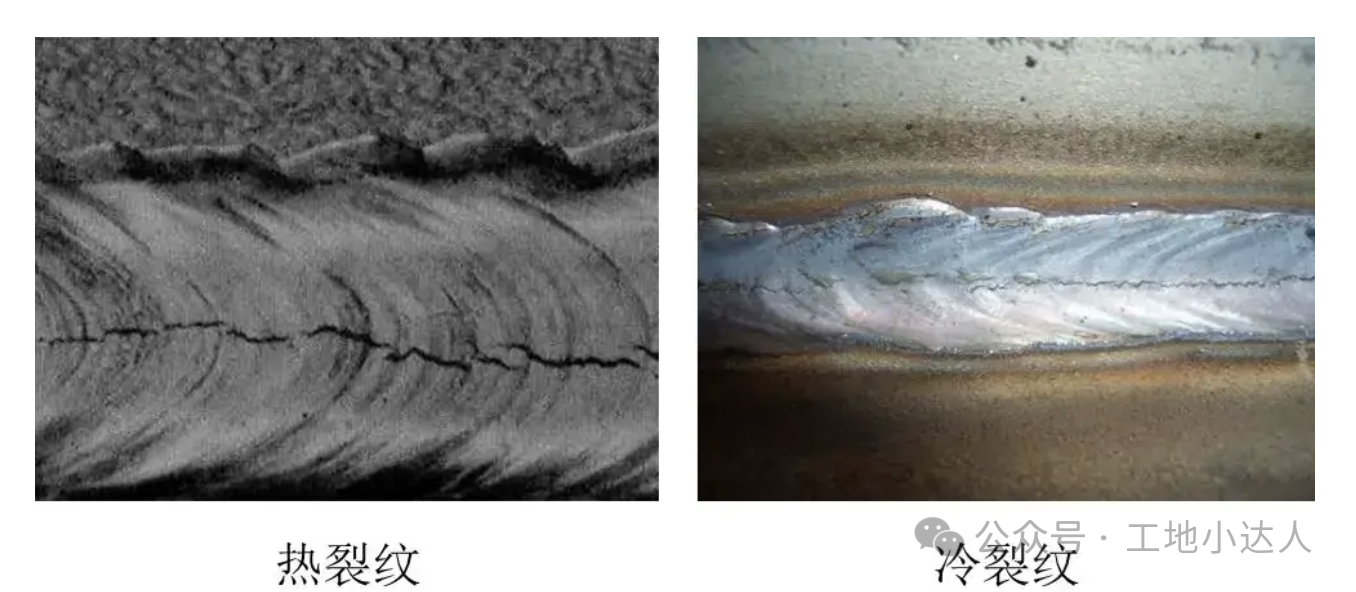
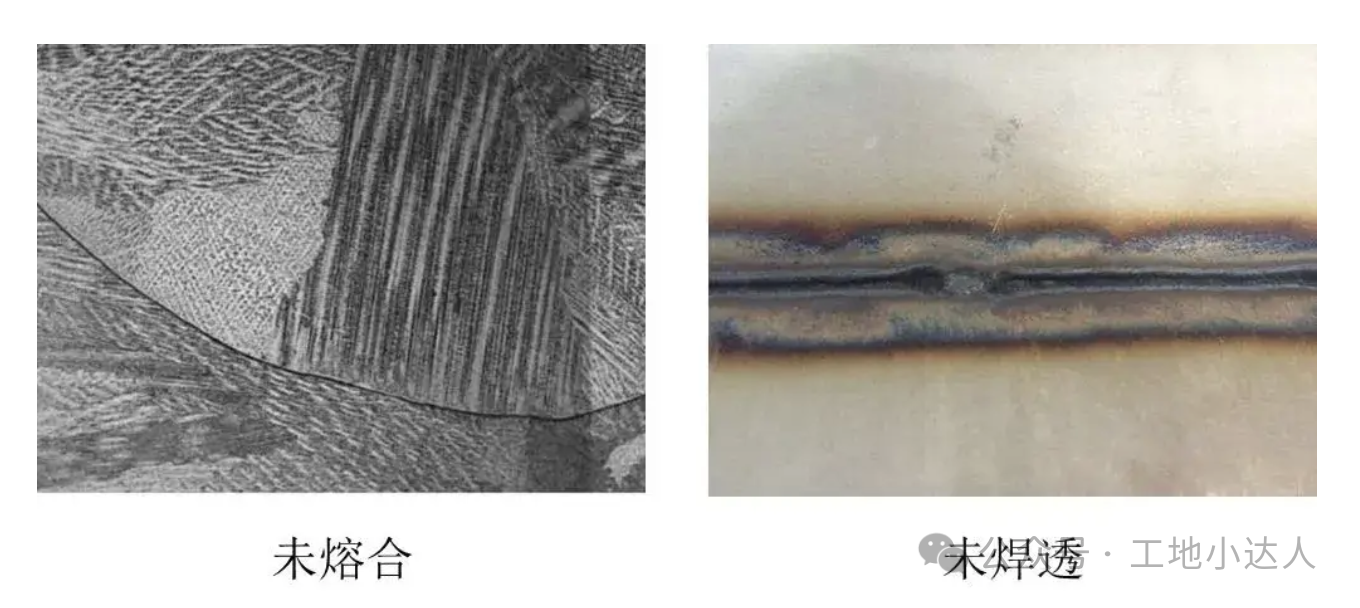
随着我国钢结构产业的快速发展,钢结构年使用量已超亿吨,广泛应用于建筑、桥梁、机械制造等领域。焊接作为钢结构制造的核心工艺,其质量直接决定工程的安全性与可靠性。据统计,超过60%的焊接缺陷是由于工艺参数不当或操作不规范造成的。因此,深入理解焊接缺陷的产生机理,并严格遵循科学的工艺措施,是确保钢结构焊接质量的关键。 焊接裂纹是钢结构焊接中最严重的缺陷之一,按形成温度可分为热裂纹和冷裂纹两类。 成因分析:热裂纹在焊缝冷却过程中产生,主要由于钢材或焊材中的硫、磷杂质与钢材形成低熔点共晶物,在焊缝凝固后期受拉应力作用而开裂。焊缝的凹度过大、线能量过高也会增加热裂纹倾向。 防治措施:选择含镍量高的钢材,采用精炼方法提高钢材纯度,控制杂质含量;控制焊缝凹度小于1mm,降低线能量;合理选择焊接电流、电压和速度,避免焊缝金属过热。 成因分析:冷裂纹通常在200℃至室温范围内产生,具有延迟特征,焊后几分钟至几天内出现,故称延迟裂纹。其产生与钢材淬硬倾向、焊缝含氢量、接头约束应力密切相关。材料碳当量过高、焊接材料未充分烘干、预热温度不足等均会增加冷裂纹风险。 防治措施:选择抗裂性好的钢材(碳当量Ceg<0.45%)和低氢或超低氢焊接材料;严格按规定烘干焊条,清理焊接区域油污、水分;控制预热温度、层间温度和线能量。对淬硬倾向大的高强钢,应采取焊前预热、焊后缓冷或后热处理措施。研究表明,预热温度控制在200-300℃时,焊缝裂纹发生率可降低25%。 未熔合是指焊缝金属与母材之间或焊道之间未完全熔化结合;未焊透是指焊缝根部未完全熔透。主要原因包括:坡口角度过小或间隙过大、焊接电流不合适、焊接速度不当、操作技术不熟练,以及坡口及焊道表面有氧化皮、油污等杂物。 坡口设计与处理:根据板厚和焊接方法合理设计坡口形式和尺寸。当采用不同厚度板材对接时,如厚度差超过标准允许范围,应将厚板加工成斜坡过渡,坡度最大允许值为1:2.5,直接承受动载荷且需疲劳验算的结构坡度不应大于1:4。 工艺优化:焊前彻底清理坡口边缘两侧杂物;合理选择焊接电流、焊条角度和运条速度;对导热快、散热面积大的焊件采取预热措施。对于要求全焊透的焊缝,应尽量采用单面焊双面成形工艺。 成因分析:气孔可分为析出型气孔(氢气孔、氮气孔)和反应型气孔(一氧化碳气孔)。主要原因包括:焊接区域有铁锈、油污、水分;保护气体覆盖不佳或流量不足;焊接速度过快,气体来不及逸出。 防治措施:焊前严格清理母材及焊材表面的油污、铁锈,对焊接材料按规定烘干;加强焊接区保护,确保保护气体流量适当;采用合适的焊接工艺参数,保证熔池气体充分逸出。 成因分析:焊缝中残留非金属夹杂物,主要与焊接方法、焊条工艺性能、坡口清理情况及多层焊层间清渣不彻底有关。 防治措施:焊前将焊接区域120mm范围内铁锈和油污清除干净;采用工艺性能良好的焊条,禁止使用药皮开裂或变质的焊条;坡口角度不宜过小,层间熔渣必须清理干净;选择适当的焊接电流和速度,保证熔渣充分浮出。 焊接变形是由于焊接过程中不均匀加热和冷却引起的热应力和热应变所致。主要影响因素包括:焊缝布置不均匀、焊接顺序不合理、焊接参数不当、构件刚性不足等。厚板及大型工件焊接后变形矫正难度大,用机械矫正易引起裂纹,用火焰矫正成本高且易造成工件过热。 设计优化:在设计阶段尽量采用对称或交错焊缝布置,避免焊缝集中或偏心。 工艺控制:采用合理的焊接顺序和方向,如分段退焊、对称焊等方法;选用合适的焊接规范和操作方法;采用反变形和刚性固定措施。研究表明,预热温度控制在100-200℃时,焊接变形率可降低30%。 变形矫正:采用机械矫正法或火焰加热矫正法。火焰加热温度宜为750-900℃,同一部位加热矫正次数不得超过2次,并应缓慢冷却,不得用水骤冷。 层状撕裂是厚板焊接时,当温度冷却到400℃以下,由于板材厚度方向受拉伸应力作用,沿钢材轧制方向出现台阶式层状开裂。主要与钢材中硫含量偏高、非金属夹杂物多、沿厚度方向塑性差有关。 减小焊脚尺寸,减少焊缝金属体积;选用Z向性能好的钢材;采用低氢焊接方法和低强组配焊接材料;控制热输入,采用小焊道多道焊;适当预热但需防止增大收缩应变;必要时采取中间退火消除应力。 成因分析:T型接头、十字接头等要求熔透的对接组合焊缝,焊脚尺寸达不到设计要求,导致接头强度和刚度不足。 防治措施:按设计要求确保足够的焊脚尺寸。一般焊脚尺寸不应小于0.25t(t为连接处较薄板厚);有疲劳验算要求的吊车梁腹板与上翼缘连接焊缝的焊脚尺寸应为0.5t,且不大于10mm,容许偏差为0~4mm。 成因分析:为弥补组装间隙过大,在接头间隙中塞焊条头或铁块,导致未熔合、未焊透等缺陷。 防治措施:当组装间隙超过薄板板厚2倍或大于20mm时,应用堆焊方法填平凹陷或减小组装间隙,严禁填塞焊条头或铁块。零件加工时应留足切割余量和焊接收缩余量,控制好零件尺寸。 钢结构焊接需遵循一系列国家标准和行业规范。2025年12月发布的《大跨度钢结构焊接施工技术规程》(T/ZBTA 33-2025)已于2026年1月26日实施,对焊接工艺、工艺评定、质量控制等作出详细规定。 2026年3月,《钢结构构件激光-电弧复合焊接技术标准》团体标准通过审查,达到国际先进水平。该标准针对传统焊接工艺成本高、效率低、质量稳定性不足等问题,规范了激光-电弧复合焊接技术在钢结构工程中的设计、施工、验收与管理,可显著提升焊接效率与工程质量,降低生产能耗与综合成本。这标志着我国钢结构焊接向高效化、绿色化、智能化转型迈出重要步伐。 根据ISO9001质量体系要求,焊接质量控制应从“人、机、料、法、环”五方面入手: 人员控制:确保焊工、无损检测人员持有效资格证书,操作范围与工程要求一致 设备控制:焊机、烘干设备、检测设备需预先鉴定,确保性能稳定可靠 材料控制:验证焊接材料合格证、质量证明,必要时进行复验 工艺控制:进行焊接工艺评定,编制详细的焊接工艺规程(WPS) 环境控制:控制温度、湿度、风速等环境因素,确保工件表面清洁干燥 焊后应对焊缝进行外观检查、尺寸检查,并根据规范要求进行无损检测,包括超声波检测(UT)、射线检测(RT)、磁粉检测(MT)、渗透检测(PT)等。及时发现缺陷并修复,确保焊接质量符合设计要求。 钢结构焊接质量受材料、设备、工艺、人员、环境等多因素影响。通过对裂纹、未熔合、气孔、变形、层状撕裂等常见问题的深入分析,并采取针对性的防治措施,可有效降低焊接缺陷发生率。随着《钢结构构件激光-电弧复合焊接技术标准》等新标准的颁布实施,我国钢结构焊接技术正朝着高效化、智能化、高品质化方向迈进。工程实践中,应严格执行现行标准规范,强化全过程质量控制,确保钢结构工程的安全可靠和耐久性。1 引言

2 焊接裂纹
2.1 热裂纹
2.2 冷裂纹
3 未熔合与未焊透
3.1 成因分析
3.2 防治措施
4 气孔与夹渣
4.1 气孔
4.2 夹渣

5 焊接变形
5.1 成因分析
5.2 防治措施
6 层状撕裂
6.1 成因分析
6.2 防治措施
7 焊脚尺寸不足与接头填充不当
7.1 焊脚尺寸不足
7.2 接头间隙填充不当
8 最新标准与技术发展
8.1 现行标准体系
8.2 激光-电弧复合焊接新技术
9 焊接质量控制体系
9.1 全过程质量控制
9.2 质量检验
10 结语





